



เกจตรวจสอบการประกอบขั้นสุดท้ายของฝากระโปรงหลังอัตโนมัติและตัวจับยึด CMM
วีดีโอ
การทำงาน
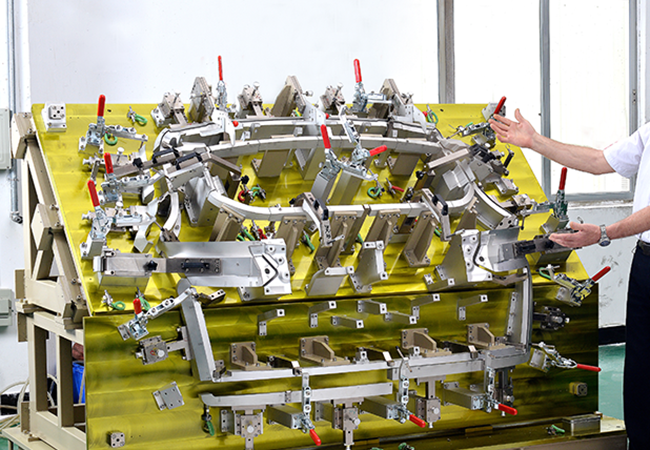
ในฐานะที่เป็นส่วนหนึ่งของการตกแต่งภายในรถยนต์ แผ่นปิดสัมภาระในรถยนต์จะถูกติดตั้งไว้ที่ช่องยางอะไหล่ในท้ายรถ ซึ่งมีบทบาทในการรองรับและสวยงามท้ายรถในกระบวนการผลิตและการแปรรูป ขนาดและรูปร่าง ความเรียบของพื้นผิวเรียบเป็นตัวบ่งชี้สำคัญของคุณภาพผลิตภัณฑ์ ดังนั้นจึงมีโครงสร้างที่เรียบง่ายและเหมาะสม ทั้งสองสามารถรับประกันความถูกต้อง และสามารถปรับปรุงประสิทธิภาพการตรวจจับได้ ของฟิกซ์เจอร์สำหรับการผลิตแผ่นปิดท้ายรถและการประมวลผลเป็นสิ่งที่จำเป็น
TTM Auto Trunk Lid Final Fixture ผลิตด้วยเครื่องจักร CNC และวัสดุที่มาพร้อมกับเหล็กและเรซิน ฟิกซ์เจอร์นี้ยังสามารถใช้เป็นฟิกซ์เจอร์ยึด CMM สำหรับชิ้นส่วนรถยนต์ อุปกรณ์จับยึดการวัดสำหรับชิ้นส่วนพลาสติกและชิ้นส่วนโลหะ
ข้อมูลจำเพาะ
| ประเภทการแข่งขัน: | การติดตั้งครั้งสุดท้ายของฝากระโปรงหลังอัตโนมัติ ส่วนหนึ่ง |
| ขนาด: | 5850x950x4300 |
| น้ำหนัก: | 3750 กก |
| วัสดุ: | เหล็ก+เรซิน |
| การรักษาพื้นผิว: | แผ่นฐาน: ชุบโครเมียมด้วยไฟฟ้าและอะโนไดซ์สีดำ |
บทนำโดยละเอียด
การตรวจสอบและจับคู่ฟิกซ์เจอร์ยึดฝากระโปรงหลังอัตโนมัติในขั้นสุดท้ายเกี่ยวข้องกับอุปกรณ์การผลิตและการแปรรูปชิ้นส่วนรถยนต์ โดยเฉพาะอย่างยิ่งเครื่องมือตรวจสอบแผ่นปิดฝากระโปรงท้ายรถยนต์
ในฐานะที่เป็นส่วนหนึ่งของการตกแต่งภายในรถยนต์ ฝากระโปรงหลังอัตโนมัติได้รับการติดตั้งไว้ที่ช่องยางอะไหล่ในกระโปรงหลัง ซึ่งมีบทบาทในการรองรับและสวยงามลำต้นของฝาในกระบวนการผลิตและการแปรรูป ขนาดและรูปร่างความเรียบของพื้นผิวเรียบเป็นตัวบ่งชี้สำคัญของคุณภาพผลิตภัณฑ์ ดังนั้นจึงมีโครงสร้างที่เรียบง่ายและเหมาะสม ทั้งสองสามารถรับประกันความถูกต้อง และสามารถปรับปรุงประสิทธิภาพการตรวจจับของ จำเป็นต้องมีฟิกซ์เจอร์สำหรับการผลิตและการแปรรูปฝากระโปรงหลังรถยนต์
สอดคล้องกับหลักการของเครื่องมือตรวจสอบฝากระโปรงท้ายรถ เพื่อให้มั่นใจในความแม่นยำในการตรวจจับ ขณะเดียวกันก็ประหยัดกำลังคน และปรับปรุงประสิทธิภาพการทำงาน
โมเดลยูทิลิตี้จัดเตรียมโครงสร้างพื้นฐานใหม่ดังต่อไปนี้:
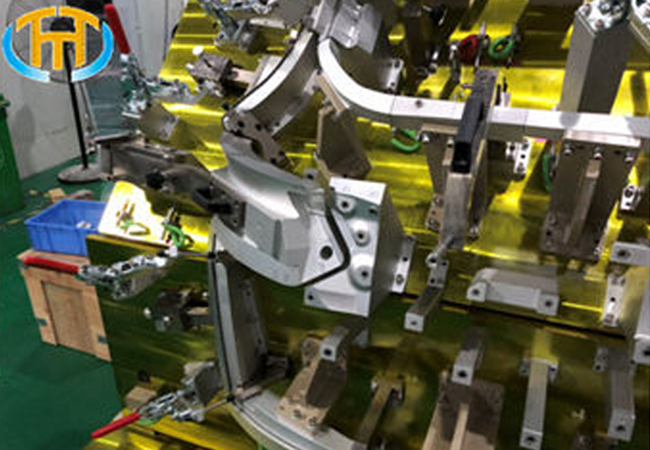
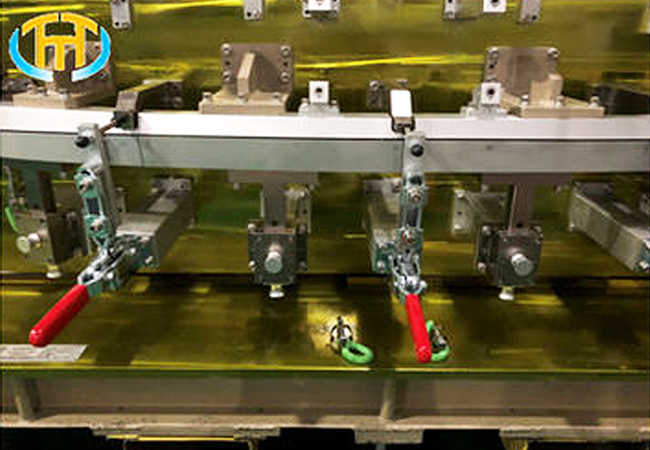
พื้นผิวด้านบนของแผ่นด้านล่างมีบล็อกจำลองทิศทาง X สองกลุ่มและบล็อกจำลองทิศทาง Y สองกลุ่มตามทิศทางแกน X และทิศทางแกน Y ตามลำดับบล็อกการจำลองสี่กลุ่มเชื่อมต่อกับส่วนท้ายของพื้นที่วางชิ้นงานของกล่องหุ้มบล็อกการจำลองแต่ละกลุ่มได้รับการแก้ไขด้วยทิศทางแนวนอนของตัวบ่งชี้การหมุนหมายเลขแรกและทิศทางแนวตั้งของตัวบ่งชี้การหมุนหมายเลขที่สอง โดยที่มุมทั้งสี่ของแผ่นด้านล่างได้รับการแก้ไข
ขั้นตอนการทำงาน
1. รับใบสั่งซื้อ-2. การออกแบบ-3. ยืนยันการวาด/การแก้ปัญหา-4.เตรียมวัตถุดิบ-5. ซีเอ็นซี-6. ซีเอ็มเอ็ม-6. การประกอบ-7. CMM-> 8. การตรวจสอบ-9. (การตรวจสอบส่วนที่ 3 หากจำเป็น)-10. (ภายใน/ลูกค้าที่ไซต์งาน)-11. การบรรจุ (กล่องไม้)-12. การจัดส่ง
เวลานำและการบรรจุ
45 วันหลังจากได้รับการอนุมัติการออกแบบ 3D
5 วันทางด่วน: FedEx ทางอากาศ
กล่องไม้ส่งออกมาตรฐาน
เราจะเพิ่มบล็อกไม้ยึดไว้ภายในกล่องเพื่อความปลอดภัยในการขนส่งสารดูดความชื้นและห่อพลาสติกจะถูกใช้เพื่อป้องกันไม่ให้ความชื้นในการขนส่ง







.png)
.png)